၆ ဝင်ရိုးနိမ့် ပက်ဖြန်းနိုင်သော MIG ဂဟေဆက်စက်ရုပ် အကွာအဝေး ၁၈၀၀ မီလီမီတာ


-ရိုဘော့လက်:
- Die casting လုပ်ငန်းစဉ်၊ အလူမီနီယမ်လက်မောင်း၊ ပေါ့ပါးပြီး ပိုမိုပြောင်းလွယ်ပြင်လွယ်ရှိသည်
- စက်ရုပ်၏ အတွင်းပိုင်းဝါယာကြိုးများနှင့် တာမီနယ်များကို ABB နှင့် Fanuc ကဲ့သို့ပင် ကမ္ဘာကျော် အမှတ်တံဆိပ်များဖြစ်သည့် DYEDEN၊ TAIYO မှ ထုတ်လုပ်သည်။
- ထိန်းချုပ်ကိရိယာ၊ မော်တာနှင့် လျှော့ချကိရိယာ၏ ထိပ်တန်းတရုတ်အမှတ်တံဆိပ်။
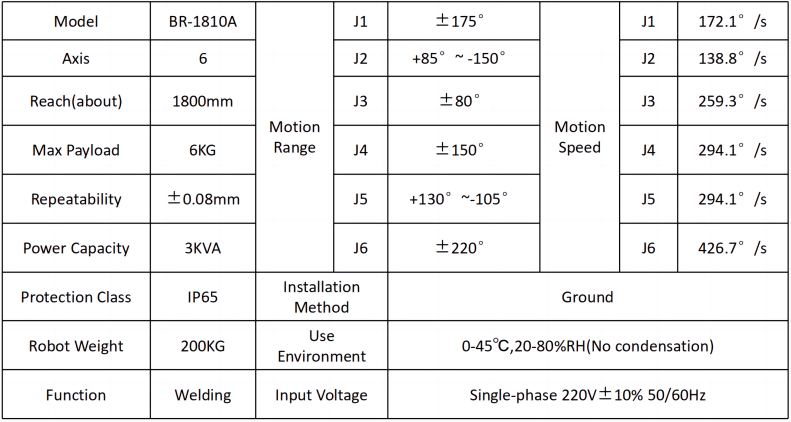
BR-1810 MIG ဂဟေဆက်စက်ရုပ် ကန့်သတ်ချက်များကို အောက်တွင်ဖော်ပြထားသည်။
-ဂဟေဆက်စက်: :Aotai NBC350RL
- ဂဟေဆော်ခြင်းပုံစံ သုံးမျိုးရှိသည်- ပက်ဖြန်းမှုနည်းခြင်း၊ အစက်အပြောက်မြန်မြန်ဂဟေဆော်ခြင်းနှင့် ဖိအားအဆက်မပြတ်ပေးခြင်း
- ၎င်းသည် ၁ မီလီမီတာမှ ၃ မီလီမီတာအထိရှိသော ကာဗွန်သံမဏိကို အလွန်နည်းသော အစက်အပြောက်များဖြင့် ဂဟေဆော်ခြင်းကို ပြုလုပ်နိုင်သည်။ ဂဟေဆော်အစက်အပြောက်ပမာဏကို ၆၀% လျှော့ချပေးသည်။
- အပူထည့်သွင်းမှုကို ၁၀% မှ ၂၀% လျှော့ချပေးပြီး၊ ပါးလွှာသောပြားများကို ဂဟေဆက်ခြင်းကို ထိန်းချုပ်ရလွယ်ကူပြီး ပုံပျက်ခြင်းလည်း နည်းပါးသည်။
- အပြည့်အဝ ဒစ်ဂျစ်တယ်စနစ်သည် အစက်အပြောက်အကူးအပြောင်း၏ တိကျသောထိန်းချုပ်မှုကို သဘောပေါက်ပြီး စဉ်ဆက်မပြတ်နှင့် တည်ငြိမ်သော ဂဟေဆက်ခြင်းအရည်အသွေးကို ရရှိစေပါသည်။
- soft switching inverter နည်းပညာသည် စက်တစ်ခုလုံး၏ ယုံကြည်စိတ်ချရမှုကို တိုးတက်စေပြီး စွမ်းအင်နှင့် လျှပ်စစ်ဓာတ်အားကို ချွေတာနိုင်သည်။
- အပြည့်အဝ ဒစ်ဂျစ်တယ် မြင့်မားသော တိကျမှုရှိသော ဝါယာကြိုးအစာကျွေးမှု ထိန်းချုပ်စနစ်၊ အင်ကုဒ်ဒါပါရှိသော နှစ်လမ်းသွား နှစ်လမ်းသွား အပြည့်အဝ ဒစ်ဂျစ်တယ် ထိန်းချုပ် ဝါယာကြိုးအစာကျွေးမှု ကိရိယာသည် ပါဝါထောက်ပံ့မှု ဗို့အားနှင့် ဝါယာကြိုးအစာကျွေးမှု ခုခံမှုကဲ့သို့သော ပြင်ပအချက်များ ပြောင်းလဲသွားသည့်တိုင် ဝါယာကြိုးအစာကျွေးမှု၏ တည်ငြိမ်မှုကို သေချာစေနိုင်သည်။
-ဂဟေဆက်မီးရှူးတိုင်:
- အလွန်အာရုံခံနိုင်စွမ်းရှိသော တိုက်မိမှုဆန့်ကျင်ရေးကိရိယာဖြင့် လေအေးပေးစနစ်ဖြင့် မီးတိုင်၏သက်တမ်းကို သိသိသာသာ တိုးချဲ့ပေးသည်
-ဂဟေဆော်သည့်နေရာချထားကိရိယာနှင့် စက်ရုပ်လမ်းလျှောက်ရထားလမ်း
- ဝင်ရိုး ၁ ခု၊ ဝင်ရိုး ၂ ခု နှင့် ဝင်ရိုး ၃ ခု ဂဟေဆော်သည့် နေရာချထားပေးသည့် ကိရိယာများကို ရွေးချယ်နိုင်သည်။ ဝန်အားနှင့် အလုပ်စားပွဲ အရွယ်အစားကို လိုအပ်ချက်အလိုက် စိတ်ကြိုက်ပြင်ဆင်နိုင်သည်။
- စက်ရုပ်လမ်းလျှောက်ရထားလမ်းကို ဖောက်သည်၏လိုအပ်ချက်အရ စိတ်ကြိုက်ပြုလုပ်နိုင်ပါသည်။ အရှည် ၃/၆/၉/၁၂ မီတာ။ ဝန်အား ၅၀၀/၁၀၀၀ ကီလိုဂရမ်။
-စက်ပြုပြင်ထိန်းသိမ်းမှုသည် ရိုးရှင်းပြီး လည်ပတ်ရလွယ်ကူပြီး ဒီဇိုင်းထုတ်ထားသော ဝန်ဆောင်မှုသက်တမ်းသည် ၁၀ နှစ်ကျော်ရှိသည်။
အသေးစိတ်အချက်အလက်တိုင်းကို အာရုံစိုက်ခြင်းက JHY Robot ကို ပိုမိုကောင်းမွန်စေသည်
သင့်စာကို ဤနေရာတွင် ရေးပြီး ကျွန်ုပ်တို့ထံ ပေးပို့ပါ။


